

联系我们

嘉峪关市型号全c40球墨铸铁管
发布时间:2024-07-07 04:56:18 浏览次数:1 公司名称:[哈尔滨]格瑞管业
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |




哈尔滨球墨铸铁管工业协会发布的报告显示,今年上半年,86家大中型哈尔滨球墨铸铁管企业平均销售利润率只有0.13%,亏损面为40.7%。中投顾问冶金行业研究员魏启宁认为,淘汰落后产能、过剩产能是哈尔滨球墨铸铁管行业面临的重要问题,而环保政策已经成为打压哈尔滨球墨铸铁管行业的重要工具。不过,魏启宁同时指出,若单从理论层面分析,环保政策收紧后会进一步促进落后产能淘汰,但期间由于涉及地方政府、国企央企、银行系统等多个利益团体,落后产能的淘汰工作并非环保政策能够解决得了。哈尔滨球墨铸铁管行业、哈尔滨球墨铸铁管市场、哈尔滨球墨铸铁管企业将产生重大的冲击,环保部门若能将环保政策落实到位,则行业内兼并重组的浪潮会更加汹涌,上市公司财报恐“惨不忍睹”,多数中小钢企会被淘汰出局。而改造后的上市公司能够在一定程度上避免环保政策的冲击,“保壳大战”将以胜利告终。
哈尔滨球墨铸铁管 消失模铸造技术工艺服务主要内容:负压系统设计稳压罐、过滤罐、汽水分离罐; 真空泵选型;负压控制根据用户产品进行专用砂箱设计,由用户自行制造。维震实台设计根据用户需要提供一定规模的设计图震实台基础设计烘房设计哈尔滨球墨铸铁管新技术工艺规程及操作要点车间生产流程平面图提供手工制模方法提供外购设备、配件、材料息到现场技术服务、培训工人消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。哈尔滨球墨铸铁管消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造有下列特点:哈尔滨球墨铸铁管铸件质量好,成本低。材质不限,大小皆宜;尺寸精度高,表面光洁,减少清理,节省机加;内部缺陷大大减少,组织致密。可实现大规模、大批量生产。哈尔滨球墨铸铁管自动化流水线生环保。可以大大改善作业环境、降低劳动强度、减少能源消耗。 
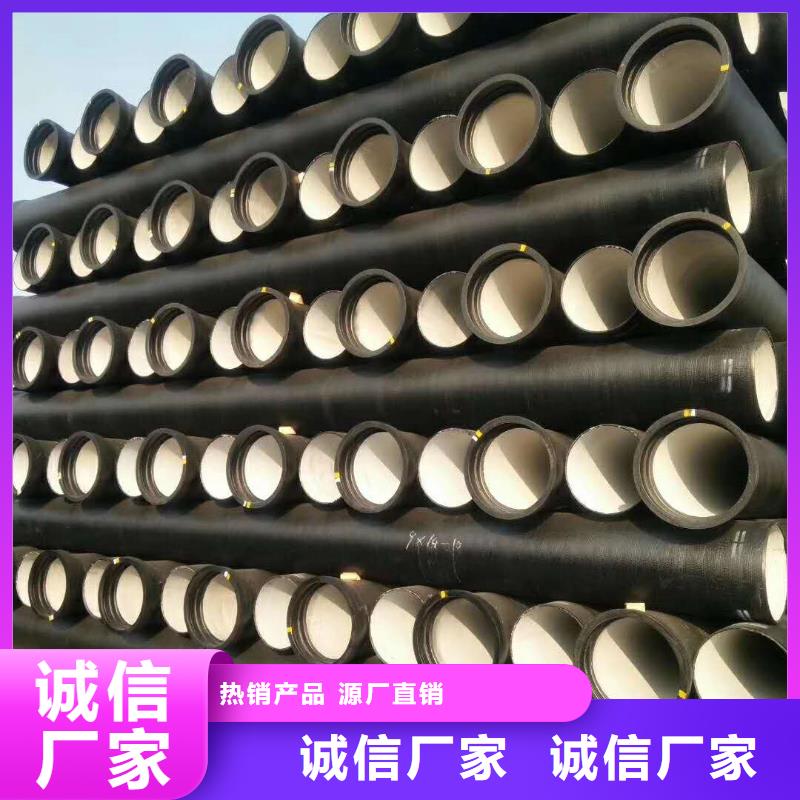
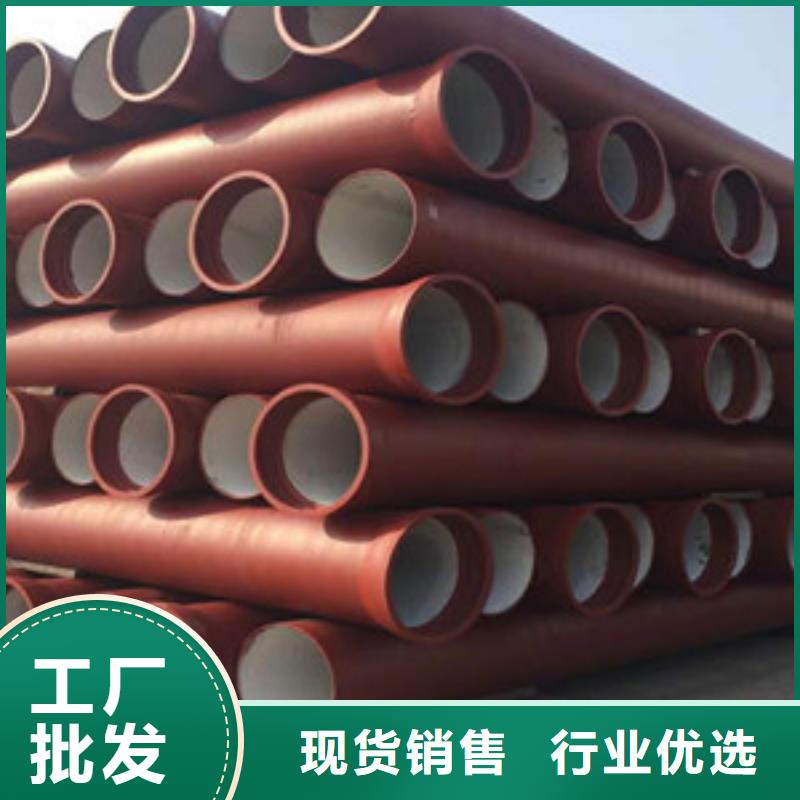
球状石墨不像片状石墨那样对金属基体存在严重的割裂作用,这就为通过热处理以提高球墨铸铁基体组织性能,从而发掘其性能潜力提供条件。因此,对球墨铸铁的石墨和基体组织的检验,是球墨铸铁生产的一个重要环节。使金属液在凝固时能不断弥补高温金属液,力求次序凝固。假如不能控制温度,还可以使用冷铁和补贴来改动铸件的温度散布,这也便于金属液的次序凝固。 哈尔滨球墨铸铁管被广泛应用于冶金、矿山、水利、石油和城市公用化建设的各种管道工程,可输送水、燃气等多种流体介质。离心哈尔滨球墨铸铁管是哈尔滨球墨铸铁管行业的一种产品。恰当控制金属液成粉,坚持相对较高的碳含量,尽量下降磷含量和镁含量,也可用稀土镁合金处理。铸件在规划时,规划的冒口数量和大小应合理恰当,此外
哈尔滨球墨铸铁管铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵消除缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。